Site stichting behanneling
1. Foardat de HDPE-geomembraan lizze, sil de lizzende basis wiidweidich ynspekteare wurde tegearre mei relevante ôfdielingen.De basis foar it lizzen moat fêst en flak wêze.D'r meie gjin beamwurzels, puin, stiennen, betonpartikels, fersterkingskoppen, glêzen chips en oare ôffal wêze dy't de geomembrane beskeadigje kinne binnen de fertikale djipte fan 25 mm.Brûk in tsjil compactor te kompakt te fuortsmite auto merken, fuotprinten en grûn bulten.Dêrnjonken sille de grûnbulten grutter dan 12 mm ek wurde chipped of kompakt.
2. As HDPE-geomembraan op 'e efterfolling lein wurdt, sil de kompaktheid fan' e efterfolling net minder wêze as 95%.
3.De stifting fan it terrein moat frij wêze fan wetteroerlêst, slyk, pondoer, organysk residu en skealike stoffen dy't miljeufersmoarging feroarsaakje kinne.De hoeke fan 'e basis moat glêd wêze.Yn 't algemien sil syn bôgeradius net minder wêze as 500 mm.

Technyske easken foar HDPE geomembrane ynstallaasje.
1. It lizzen en lassen fan HDPE geomembrane moat útfierd wurde yn it waar wêr't de temperatuer boppe 5 ℃ is en de wynkrêft is ûnder Grade 4 sûnder rein of snie.
2. It bouproses fan HDPE geomembrane wurdt útfierd yn de folgjende folchoarder: geomembrane lizze → lapping welding gewrichten → welding → on-site ynspeksje → reparaasje → re ynspeksje → backfilling.
3. De oerlappende breedte fan 'e gewrichten tusken membranen moat net minder wêze as 80mm.Yn 't algemien sil de rjochting fan' e mienskiplike arranzjemint gelyk wêze oan 'e maksimale hellingsline, dat wol sizze, it sil wurde regele lâns de hellingsrjochting.
4. By it lizzen fan HDPE-geomembraan moatte keunstmjittige rimpels safolle mooglik foarkommen wurde.By it lizzen fan HDPE-geomembraan sil de útwreidingsferfoarming feroarsake troch temperatuerferoaring wurde reservearre neffens it pleatslike temperatuerferoaringsberik en de prestaasjeseasken fan HDPE-geomembraan.Dêrnjonken sil it útwreidingsbedrach fan geomembrane reservearre wurde neffens it terreinterrein en it lizzen fan geomembrane om oan te passen oan 'e unjildige delsetting fan' e stifting.
5. Nei't de HDPE-geomembraan lein is, wurde kuierjen op 'e membraan-oerflak en hannelsynstruminten minimalisearre.Objekten dy't skea kinne feroarsaakje oan 'e HDPE-geomembraan moatte net op' e geomembrane wurde pleatst of op 'e geomembrane wurde droegen om tafallige skea oan 'e HDPE-membraan te foarkommen.
6. Alle personiel op 'e HDPE film bou site sil net smoke, wear skuon mei spikers of hege-heeled hurde soled skuon te rinnen op' e film oerflak, of meidwaan oan eltse aktiviteit dy't kin skea oan de impermeable film.
7. Nei't de HDPE-geomembraan lein is en foardat de beskermjende laach bedekt is, sil in 20-40Kg sântas op 'e hoeke fan' e membraan elke 2-5m pleatst wurde om te foarkommen dat de geomembrane troch de wyn blaasd wurdt.
8. HDPE geomembrane sil wêze natuerlik en tichtby de stypjende laach, en sil net wurde fold of suspended yn 'e loft.
9. As de geomembrane yn seksjes konstruearre is, sil de boppeste laach yn 'e tiid nei it lizzen wurde, en de bleatstelde tiid yn' e loft sil net mear as 30 dagen wêze.
De ferankering fan HDPE geomembrane sil wurde útfierd neffens it ûntwerp.Op plakken mei kompleks terrein yn it projekt sil de bouienheid oare ankermetoaden foarstelle, dy't útfierd wurde nei it krijen fan de ynstimming fan de ûntwerpienheid en de tafersjochienheid.

HDPE geomembrane welding easken:
1. De oerlappende oerflak fan HDPE geomembrane weld sil wêze frij fan smoargens, sân, wetter (ynklusyf dauwe) en oare ûnreinheden dy't beynfloedzje de welding kwaliteit, en wurdt skjinmakke ûnder welding.
2. Oan it begjin fan welding alle dagen (yn 'e moarntiid en nei lunch break), test welding moat wurde útfierd op it plak earst, en formele welding kin allinnich wurde útfierd neidat it is kwalifisearre.
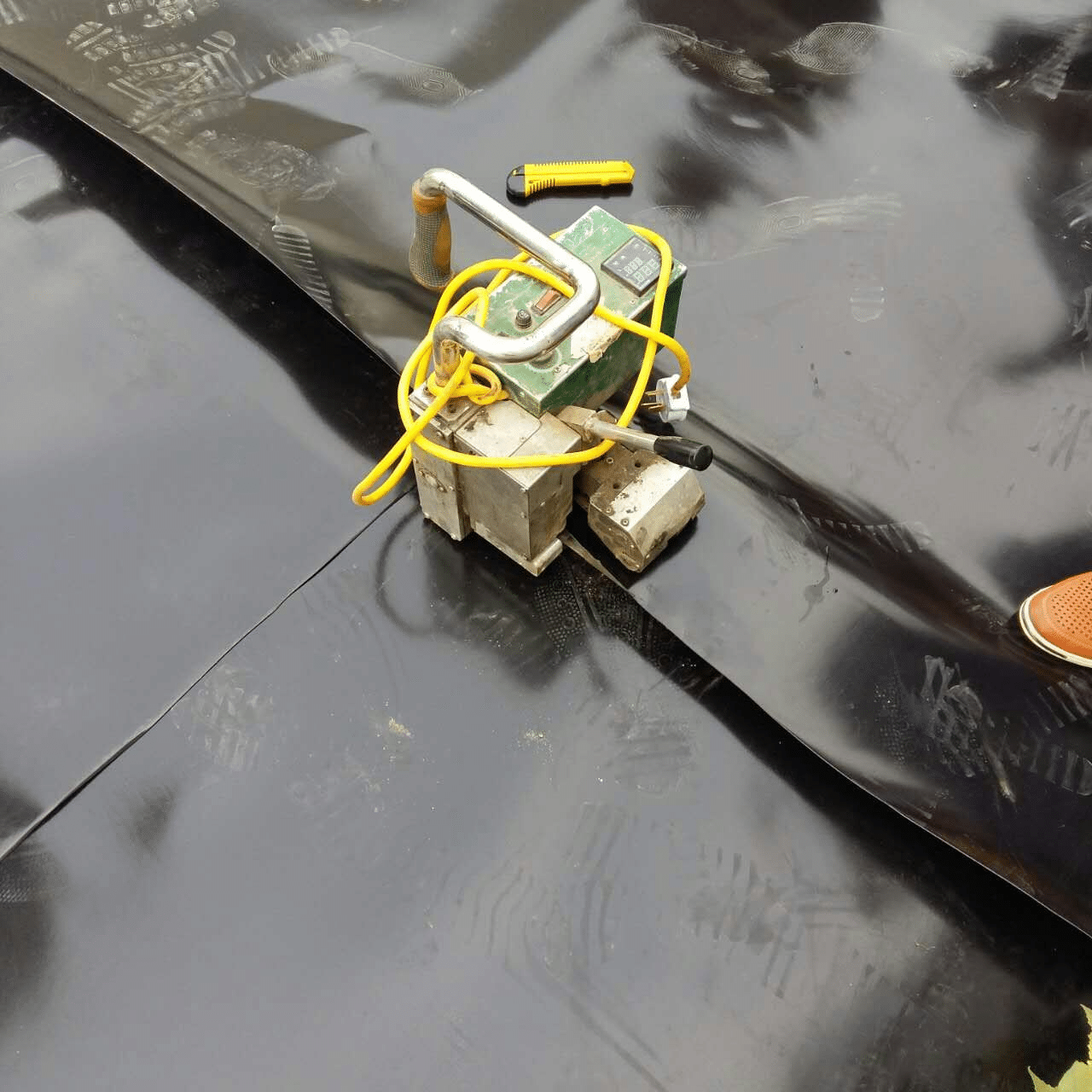
3. De HDPE geomembrane moat laske wurde troch dûbele spoar hot-melt welding masine, en de extrusion welding of hot-air gun welding moat allinnich brûkt wurde op plakken dêr't de reparaasje, covering of hot-melt welding masine kin net berikke.
4. By de bou sil de wurktemperatuer en snelheid fan 'e welding masine op elk momint oanpast en kontrolearre wurde neffens de temperatuer en materiaal eigenskippen.
5.HDPE film by de weld sil wurde laske as gehiel, en der sil gjin falske welding, ûntbrekkende welding of oermjittich welding.De ferbûne twa lagen fan HDPE geomembrane moatte wurde lapped flak en sêft.
Weld kwaliteit kontrôle
Mei de fuortgong fan de bou, is it nedich om te kontrolearjen de welding kwaliteit fan HDPE film yn 'e tiid, en reparaasje welding mei hite lucht gun of plastic welding gun op elk momint foar ûntbrekkende welding en defecte welding dielen.De spesifike metoaden binne as folget:
1.De ynspeksje wurdt útfierd yn trije stappen, nammentlik fisuele ynspeksje, ynflaasje ynspeksje en skea test.
2. Fisuele ynspeksje: kontrolearje oft de twa welds binne flak, dúdlik, rimpelfrij, transparant, slagfrij, bubble, lekpunt, smeltpunt of weldbead.
Visuele ynspeksje is benammen om soarchfâldich te ynspektearjen it uterlik fan de lein geomembrane, weld kwaliteit, T-foarmige welding, substraat pún, ensfh Alle bou personiel sil útfiere dit wurk yn alle bou prosessen.
3. Neist fisuele ynspeksje, fakuüm ynspeksje wurdt oannommen foar de tightness fan alle welds, en sels ynspeksje wurdt fersterke foar de dielen dy't net kinne wurde ynspektearre troch fakuüm.
4. De ynflaasje krêft ûntdutsen troch de ynflaasje druk is 0.25Mpa, en der is gjin lucht leakage foar 2 minuten.Yn betinken nommen dat it spul materiaal sêft en maklik te ferfoarmjen is, is de tastiene drukfal 20%
5. By it útfieren fan tensile test op 'e stekproef nommen út' e dûbele rail weld, de standert is dat de weld is net torn, mar de mem wurdt torn en skansearre tidens de peel en shear tests.Op dit stuit is it welding kwalifisearre.As it stekproef net kwalifisearre is, sil in twadde stik fan 'e orizjinele weld wurde nommen.As trije stikken net kwalifisearre binne, sil de hiele las opnij bewurke wurde.
6. Monsters dy't de test passe, wurde foar yntsjinjen by de Eigner, de Algemiene Oannimmer en relevante ienheden yntsjinne.
7. Defekten fûn yn fisuele ynspeksje, ynflaasjedeteksje en skeatest wurde op 'e tiid repareare.Dejingen dy't net direkt kinne wurde reparearre, sille wurde markearre om weglating by reparaasje foar te kommen.
8. Yn it uterlik ynspeksje, yn gefal fan defekten lykas gatten op it membraan oerflak en ûntbrekkende welding, defecte welding en skea tidens welding, frisse basis metaal sil brûkt wurde om te reparearjen yn 'e tiid, en elke kant fan' e repareare litteken sil mear wêze as de skansearre diel mei 10-20cm.Meitsje records.
9. Foar de reparearre weld sil detaillearre fisuele ynspeksje algemien wurde útfierd, en frijlitting wurdt útfierd nei't de reparaasje befêstige is om betrouber te wêzen.
Post tiid: Dec-14-2022